
核电装备焊接车间焊机参数分布式监控系统主要实现对焊接车间焊机参数的监控。系统将电焊机上的上两路电压(20-100V)、电流(100A-300A)的信号调理成标准电流或电压信号的功能,并作成一个屏蔽的机箱。然后将此机箱安装在每台焊机上,通过RS-485 通信协议,最终将所有信号汇总在中控室,进行监控,分析,存储。系统可生成测试结果表报、储存、查询测试记录、异常保护、数据回放和报表打印等功能。
该系统硬件基于ARM技术并结合广泛应用于测控领域的LabVIEW作为软件开发平台,大大的提高系统的开发效率。测试软件具有数据采集以及信号监测管理等功能。 系统硬件及软件中考虑了扩充和接口,用户可以方便进行硬件升级和软件二次开发。
|
类别 |
项目 |
描述 |
|
检测项目 |
电焊机测试 |
电焊机电压测试 |
|
系统功能 |
系统自检 |
关键设备工作状态检测 |
|
485 通讯 |
数据传递 |
|
|
信号采集 |
传感器信号 |
|
|
数据管理 |
测试报表生成 |
|
|
数据库管理 |
测试数据记录 |
|
|
用户 |
用户登录 |
本系统软件基于成熟的模块设计,完成测试、结果评判及前面板设计。系统包含用户管理、系统自检、数据采集与通讯、电焊机常规监控、记录分析、数据库管理、异常保护、参数设置、报表管理及打印等功能。
用户管理:保证系统的安全性和可控性,设置不同的操作权限,便于系统管理;
系统自检:系统启动时,自检系统的软硬件环境,一切正常后方可启动测试;
数据采集与通信:包括计算机与各个采集终端中之间的通信,采集焊机电压、电流参数;
焊机常规监测:包含对焊机的常规监测,焊机运行中各项参数显示,相关波形显示及数据存储;
数据库管理:包括监控和测试过程中对实时数据的存储,测试结束对存储数据的分析和测试对象的评价以及监控和测试过程中各项波形的再现;
报表管理及打印:可根据需要生成报表,报表内容可包含图表、测试数据等内容,并提供打印功能。
监控台设备:操作台内放置工控机,工控机用于安装RS-485通讯卡。它是整个系统的监控中心, 与各个终端通信,显示和存储采集到各个焊机的参数。所有传感器输出信号,由信号调理设备进行适当处理、放大及滤波等操作后,使传感器信号变换成符合数据采集设备要求的电压信号,再由数据采集设备将所有信号数字化并传入工控机,供系统分析和处理。安装于工控机内监测软件,实现对系统状态配置、过程监控、数据记录集保存、测试报表生成、测试报告打印等功能。
终端采集设备:终端采集设备的核心技术采用ARM 微控制器, 4 个通用定时器;支持异步和同步串行通信,配合NI LabVIEW 嵌入式模块,为嵌入式32 位精简指令集运算(RISC)处理器提供图形化编程。其完整的开发环境适用于ARM7、ARM9 和Cortex-M3 微控制器。集成NI LabVIEW 嵌入式技术和Keil RealView 微控制器开发工具包,实现方便快捷的数据采集和通信功能。另外在终端采集设备中包含霍尔电压传感器和传感器调理电路,将焊接电流和焊接电压由传感器变换得到后经过调理电路调理成适合ADC 输入范围内的信号。整个信号转换,调理和采集部分封装在小型的箱体内,设计简洁而便携,可方便附加在焊机上。
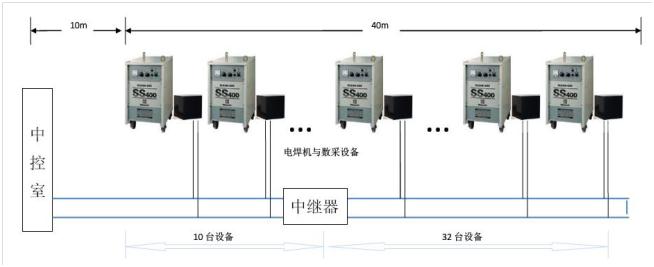
RS-485 组网:数字信号的传输随着距离的增加和信号传送速率的提高,在传输线上的反射,串扰, 衰减和共地噪声等影响将引起信号的畸变,从而限制了通信距离。在要求通信距离为几十米到上千米的时候,广泛采用RS-485 收发器。它采用平衡发送和差分接收,因此具有抑制共模干扰的能力,加上接收器具有高的灵敏度,能检测低达200mV 的电压,故传输信号能再千米以外得到恢复。基于机房的现场环境,本系统采用485 组网的方式来进行数据传输,并集中传递到中控室进行存储分析和监控。








