
【摘要】多工位变速箱车速传感器终检测试台用于变速箱轮速传感器终检测试。系统采用16工位转台设计大大提高测试效率,兼容三种型号被测产品,通过直接更换工装完成产品间快速换型,并且具有产品类型扩展功能,即满足未来产品测试需要。系统软件设计直接兼容不同类型产品测试,PLC实现动作控制及流程管理,LabVIEW中进行测试分析及数据处理, 基于Profibus协议实现PLC与LabVIEW之间的通讯及信号反馈。系统自动化程度高,测试项全面,具备兼容和扩展性。
1 背景
车速传感器主要用于检测变速器输出轴的转速,并将该数据传输给控制器作为换挡控制的依据,进而控制发动机怠速,自动变速器的变扭器锁止,自动变速器换档及发动机冷却风扇的开闭等功能。
2 系统介绍
本系统专为汽车变速箱车速传感器生产线终检测试设计开发。可以在室温下对传感器进行各项功能、电气指标的自动化测试,包括: L、C、R(静态参数),高电压(VH)、低电压(VL)、高电流(IH)、低电流(IL)、高低电流比(IH/IL)、上升沿时间(Tr)、下降沿时间(Tf)、脉冲宽度(Pluse Width)、占空比(Duty)、单齿误差(SD)、全齿误差(TD)、齿数(Cog)等动态性能参数,同时利用视觉检测传感器O型圈的颜色和有无,Bushing有无和针脚弯曲测试等,最后对合格件进行激光打码。
设备采用了模块化、标准化组件和元件,采用16工位转台设计,包括机械部分,控制部分和测试部分,适合站立式操作。系统操作简单,自动化程度高,测试精确高效,适用于各类生产流水线的终检。整个过程除了人工上件之外基本实现全自动化测试过程。同时兼容不同型号产品,包括不带线缆产品和带线缆产品,自动识别产品类型,自动控制气缸位置,合格件自动打码,采用吸盘或抓取方式自动卸件,并对应放至合格件箱和废件箱。并对测件性能进行评判,依据机械部分结构的不同可测试不同类型的传感器。

图1 速度传感器终检台
2.1 电气设计
测试系统主要由运动控制模块、数字I/O模块、数据采集模块、机器视觉模块等组成。控制部分主要由PLC实现对气缸、转台、报警系统的控制,以及监视气缸位置、操作按钮、光电传感器、急停开关等的状态。数字I/O模块的功能是数据采集模块实现对被测传感器的采集。运动控制模块主要是控制伺服电机的运动,带动目标轮按设定的参数运转,激励被测传感器产生信号。机器视觉模块采用工业相机检测产品有无、O型环有无及颜色,并且辨别法兰型号,判断产品针脚是否弯曲,以及产品放错辨识。
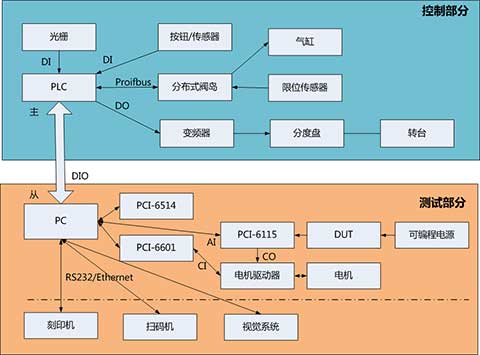
图2 电气设计
2.2 结构设计
系统采用16工位转台设计,自动化程度高,除上件需要人工完成,图像识别、功能测试、合格件打码以及卸件等过程均自动完成,保证了测试节拍在6s以内。各工位功能分别为:(1)产品上料;(2)产品上料(备);(3)备用;(4)Bushing有无、O型圈颜色和工件有无检测;(5)电容电阻检测;(6) 备用;(7)功能Ⅰ测试;(8)备用;(9)功能Ⅱ测试;(10)备用;(11)产品连接器PIN脚检测;(12)激光打标;(13)备用;(14)测试良品/不良品自动卸料;(15)备用;(16)备用。
采用独立工装设计完成产品快速换型,如图3所示。测试不同类型的传感器只需定制相应的模块,各个测试模块上都安装有气缸、目标轮、传感器和电气接口,系统可根据测试工装的唯一标志识别其类型,自动进行相应的测试。

图3 测试工装
2.3 软件设计
系统软件基于PLC和NI LabVIEW,PLC实现气缸动作控制和转台的位置控制,NI LabVIEW用作测试分析及数据处理,基于Profibus协议实现PLC与LabVIEW之间通讯及信号反馈。在保证测试精度,节拍等基础上系统稳定可靠运行。测试界面美观、整齐,自动记录测试数据,测试系统具备错误与异常处理能力。
测试界面如图4所示,软件的主界面主要包括三个部分:菜单栏、工具栏和状态栏。菜单主要包括系统、运行、数据管理、其他模式和帮助,系统的子菜单包括登录、注销、用户管理、参数配置和退出;运行的子菜单包括自动测试;数据管理子菜单包括出数据浏览和错误日志;其他模式包括工程师模式;帮助的子菜单包括帮助文档和关于。工具栏的按钮从左至右依次为用户登录、注销、用户管理、参数配置、自动测试、数据浏览、错误日志、帮助和退出。

图4 测试界面
3 系统性能及指标

4 小结
多工位变速箱车速传感器终检台的开发过程中综合了多项技术,包括精密机械设计、自动化技术、现场总线技术、系统联调技术、机器视觉技术、自动测试软件技术等,攻克了其中的技术难点,例如:通过提高机械精度、软硬件监控,确保车速传感器在测试过程中的气隙值稳定;采用母台和测试模块相结合的方式,通过更换不同的测试模块,测试母台可用于多种汽车传感器的测试,对用户而言,不需要为每种传感器都配置测试系统,取而代之定制价格相对低廉的模块即可,为客户节约大量成本;系统不仅可对传感器的性能指标进行全面测试,同时可以检测产品外观及物理形态。
系统结合产线终检测试的过往以验,充分考虑终检测试中对测试效率、测试精度、人机安全、生产数据管理等的要求,并进行合理优化,保证系统测试满足MSA和R&R的测试精度,GR&R<10%;一般测试、打标的合计时间小于8s,适用于各类车用速度、位置传感器的终检测试。








