
汽车传感器与目标轮磁化及检测综合测试系统基于“柔性测试”技术,集目标轮磁化、磁化轮检测、汽车曲轴传感器终检三个主要功能于一体,关键测试项满足MSA测试要求,满足目标轮磁化的差异性;系统功能完善,性能稳定可靠,操作简单,测试精度高,测试速度快,可满足传感器生产线上长时间、大批量生产测试的需要。
1、背景
传统汽车曲轴/凸轮轴传感器测试中所采用的目标轮多为如图1所示的金属齿轮,传感器型号不同,目标轮的大小形状也各异,难以实现复用,加工成本居高不下;随着技术更新换代,磁信号轮(如图2所示)逐步取代金属轮,越来越广泛的应用于现代汽车中,磁化轮的优点主要有加工难度低,通用性强,可为汽车零部件厂商大大节约成本;但与此同时也将导致测试系统成本与难度的增加。
通常来说,要完成目标轮磁化、磁化轮检测、汽车曲轴传感器终检需要三台设备,这将导致测试成本增加和测试资源的重复投入。本系统是基于充分的前期验证,优化设计了“三合一”测试解决方案,即集目标轮磁化、磁化轮检测、汽车曲轴传感器终检三类功能于一台设备,兼顾了磁化轮工艺与测试,以及传感器终检要求;尤其目标轮磁化及终检在一个工位上完成,更体现了本系统的技术核心。
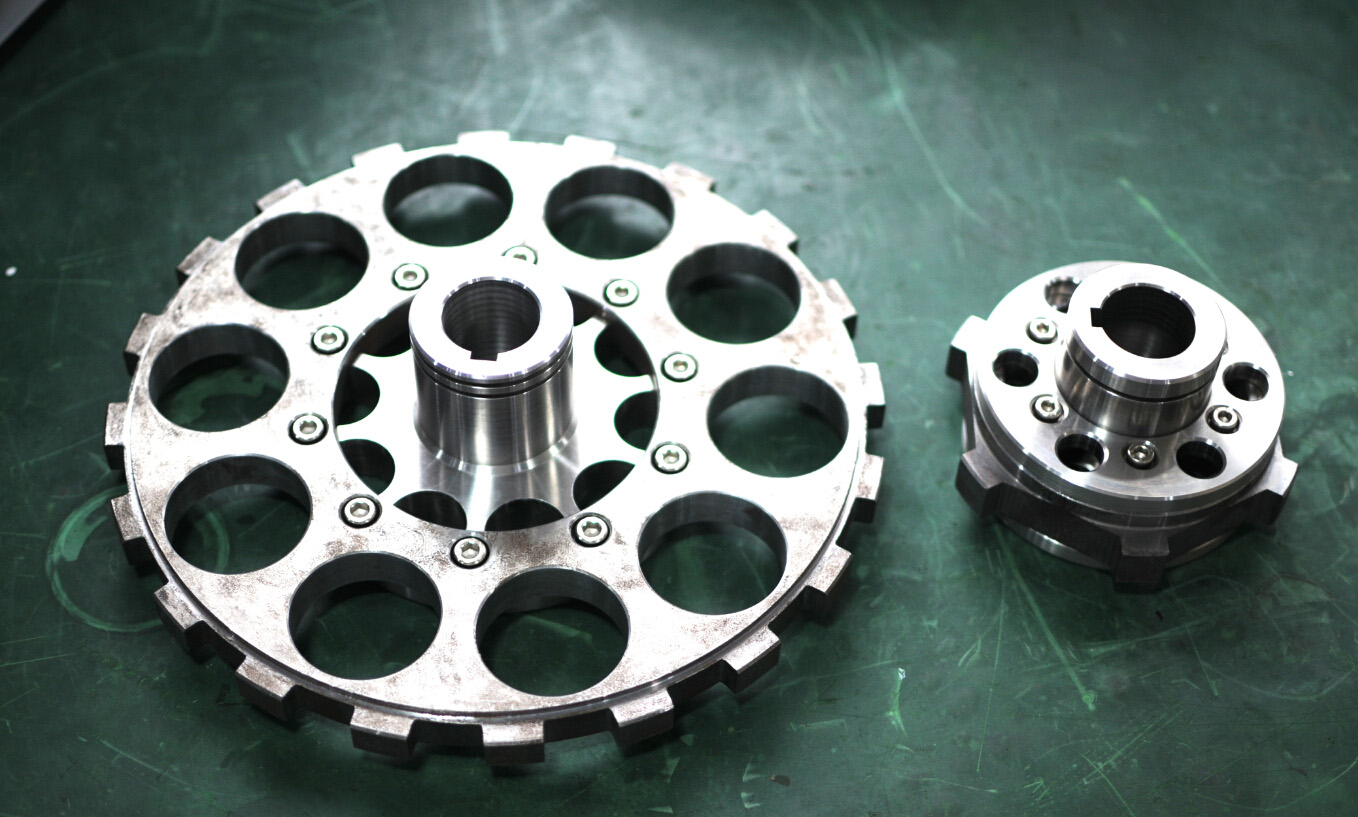
图1 金属齿轮

图2 磁信号轮
2、系统设计
系统由5工位组成,分别为磁化轮上料工位、磁化轮磁化和终检工位、磁化轮卸件工位、磁化轮打码工位、传感器检测工位。
2.1 磁化轮由抓取机构抓取在各个工位间横向移动,自动完成上料、下料。抓取机构由电爪、上下移动电缸、旋转气缸及支架等组成,由长行程电缸控制整个机构在各个工位间切换位置。
因磁化和终检耗时相对较长,为提高节拍,设计两套磁化轮抓取机构分工协作,左抓取机构仅负责从上料工位将件抓取后放入磁化工位,右抓取机构负责从磁化工位到卸件工位以及打码工位间的移动,抓取机构。
2.2 磁化轮磁化和终检工位体现了本系统的技术难点与突破点,通过工装优化设计取代于传统需要由两台设备分别完成磁化与终检功能。本工位由磁化头机构、测试模块组成。磁化轮从上料工位自动抓取到该工位后,首先磁化头由气缸带动向下运动、零点定位、放电磁化,磁化完成后磁化头上升,同时测试芯片上升,并由模块内电机驱动磁化轮旋转完成测试,如下图3所示。本工位包含多种机械位置关系,定位精度高,通过更换模块及磁化头的方式可兼容多种磁化轮,根据不同设计要求实现“可编程式”磁化。

图3 磁化与终检工位
2.3 磁化轮卸件工位包括好料滑道和坏料箱,可从电气设计上保证卸件的准确,防止放置错误。
2.4 打码工位可复用,一台打码机实现磁化轮打码及传感器打码两项功能,打码机通过气缸控制在两个位置间移动。
2.5传感器检测工位设计成子母台的结构形式,通过人工进行上料,检测完成后自动打码及自动卸件。通过更换不同子模块完成换型,子模块与现场其它传感器终检台完全兼容。
2.6 为满足两个工位节拍尽可能快的要求,在资源利用上尽可能的独立。对于传感器测试模块工位,为兼顾以往模块与节拍最优化,系统在资源配置上与标准终检台保持一致,如工控机、同步采集卡、Switch卡、运动控制器卡、数字IO卡、程控电源、LCR表等独立运行。
另外,对于磁化工位,包括磁化轮上下料、磁化、磁化轮终检等,系统单独配置了工控机、同步采集卡、程控电源、PLC等,所以磁化轮打标工位不是节拍的瓶颈,对打标节拍要求低,完全可以在传感器打标空余时完成打标工作,因此打标机作为共用资源不仅不会降低节拍,而是实现资源利用最大化。
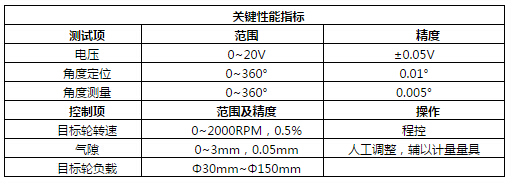
3、测试数据与关键指标
测试主界面如图4所示,测试过程中,可以实时显示测试环境参数、测试项目、测试状态、测试波形及通过率,界面友好,操作简单。
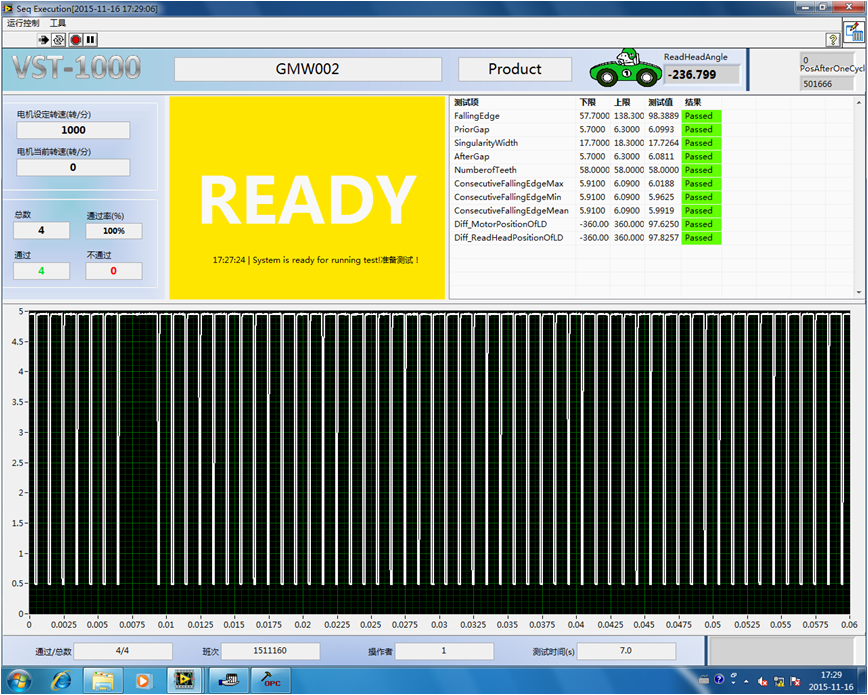
图4 测试主界面
4、技术亮点
5、结束语
本测试台在综合过去汽车电子测试解决方案中的技术积累,对其中工装与资源进行优化设计,提高了测试精度与自动化程度;软件功能更加完善,用户可根据对成本和具体功能的需求,对系统的控制测量设备进行灵活配置,具有作业记录、样件校验测试和防错机制等,便于生产质量管理,具有较高的行业适应性与推广性。








